- 咨询热线 0571-56333853



导读:本文以A企业为例,介绍A企业生产运营系统设计的注意事项和实施过程,希望对类似案例起到借鉴作用。
随着工业化进程的推进,工业信息化成为制造企业发展的趋势,是推进制造业发展的有效工具。我国大型制造企业纷纷提出适用于本企业发展的智能制造发展战略,推进企业的信息化进程;同大型制造企业不同,我国的中小型企业由于受资金和技术等方面的限制,无法像大型制造企业一样实施信息化,更无法承受信息化失败所带来的风险。在竞争日益激烈的市场经济面前,选择一条适合中小型制造企业的信息化路线显得尤为重要。本文以A企业为例,介绍A企业信息化的注意事项和实施过程,希望对类似案例起到借鉴作用。
1. 企业案例背景
A企业是一家以生产汽车零配件为主营业务的制造公司,主要包括4个生产车间28条生产线,拥有300余台自动化生产加工设备,主要生产流程是各条生产线生产零配件,在装配线将各个零配件组装成产品,是一家典型的离散型制造企业。目前的生产方式为三班倒生产作业,各项工作都以提高生产效率、降低生产成本、保证产品质量为目的。随着制造市场经济的变化,A企业接到的订单数量逐渐增多,产品种类也逐渐多样化,但是生产效率和销售额却出现了很大的下滑。
1.1 问题原因分析
通过会议访谈、数据采集和数据分析发现,造成这种现象的原因主要有以下几点:
(1)生产过程的工艺调整频繁,造成设备故障率升高,维修时间长,生产效率低下。
(2)设备故障报修和维修流程信息阻塞。传统的纸质化报修单流转效率低,且存在维修员工工作积极性不高,互相推诿责任的现象。
(3)生产计划出问题。随着订单的增多,没有合理的制定生产计划的工具,通过生产班长下达纸质文件,对生产进度的管理也处于模糊状态,不知道具体生产进度。
(4)缺乏设备运行状况监控和监管机制。车间领导无法了解车间实际的生产状况,导致车间管理混乱,生产调度出现问题。
(5)车间生产数据缺乏统计,更缺乏数据对生产的指导作用,大量有价值的数据被浪费。
1.2 信息化现状
为了针对A企业的实际情况为A企业量身打造一套信息化系统,解决A企业遇到的问题,深入了解了A企业的生产特点以及信息化建设状况:
(1)生产规模较小。设备产能在500台/天左右,自动化程度较高;
(2)信息化程度不高,IT人员不足5人,网络基础设施服务较差;
(3)年销售额在2000万左右,属于中小型企业里面中等偏上水平,但与大型企业比相差较大,无法承受巨额的软件服务费用;
(4)由于企业业务模块不大,没有必要购买完整的信息化系统。
针对以上问题和企业特点,从提高A企业生产效率、报修效率、生产监控数据分析角度出发,设计了如下的生产运营系统。
2. 生产运营系统
生产运营系统是根据A企业的实际问题现状、资金能力和技术能力提出的信息化系统解决方案,该方案从系统架构的选择、设备管理、设备故障报修流程重构、生产信息监控、数据分析等角度对A企业现存问题进行改善。生产运营系统的技术路线图如图1所示:

图1 系统技术框架图
生产运营系统的技术框架分为三层:物理层、网络层、系统层。其中,物理层负责数据采集,主要通过布置在生产现场的传感器或者PLC对数据进行采集;网络层负责数据的传输;系统层主要包括服务端和应用端,是整个系统的软件部分。
2.1 系统架构的选择
系统架构选择了B/S开发架构,即浏览器/服务器的系统运行模式。该模式统一了客户端,将系统功能实现的核心部分集中到服务器上,简化了系统的开发、维护和使用,客户机上只需要安装一个浏览器;浏览器通过Web Server同数据库进行数据交互。B/S结构框图如图2如所示:
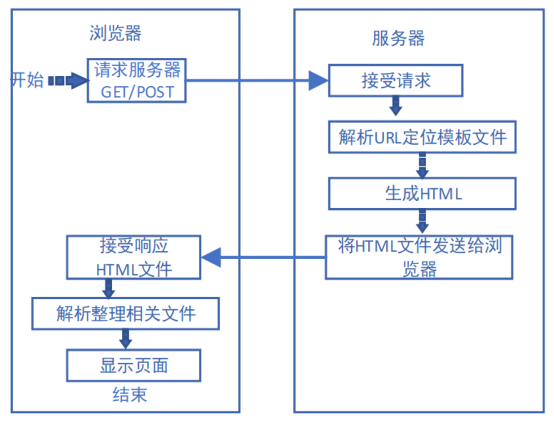
图2 B/S结构框架
2.2 数据采集和网络传输
2.2.1 数据采集
数据采集是系统的核心部分,也是整个系统的支撑。主要采集的数据有各条产线的产品的数量和装配显得产品的数量。采集各条产线的零部件的数量用于监控产线进度,辅助管理人员根据实际产量做生产进度,保证产线平衡;采集装配线的产线的数量是为了保证生产计划的按时完成;采集不合格品的产品的数量是为了监控产线的稳定性和可靠性,避免因为设备问题出现零部件产品的品质问题。
采集合格产品采用的主要是红外线计数器传感器,在产线的最后一道工序后面安置传感器,采集最终合格产品数量;对于不合格,该系统用的是扫码枪的方式对数据进行采集。
对于一些设备的运转参数需要通过PLC对数据进行采集。主要包括的参数有理论加工速率、实际加工速率、设备运行时间、设备停机时间等。采集这些参数数据的目的是为了后期计算设备OEE使用。
2.2.2 网络传输
在网络布置时需要考虑以下几个问题:
(1)传输方式的选择。有线传输是最稳定的数据传输方式,但是由于工厂布局已经固定,布置有线成本高且线路混乱,因此选用了无线传输;
(2)干扰的考虑。生产线中存在着多台中频设备,中频会对无线网络产生一定的干扰;
(3)传输距离的考虑。从数据采集点到数据接收点的最远距离不超过200米;
(4)成本考虑。由于采集频率为15s一次,且传输频率比较大,因此不宜采用GPRS数据流量传输。
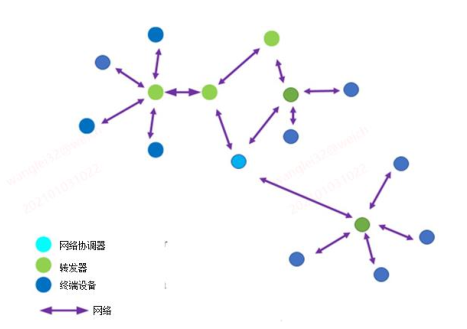
图3 网络拓扑图
经过综合考虑,选择了工业级无线网络传输协议ZigBee对数据进行传输,选择的考虑点有以下几点:
(3)抗干扰能力强,能很好的适应恶劣的生产环境。
2.3 设备故障报修
设备故障报修流程的信息阻塞和责任划分不明是导致设备维修时间过长的主要原因,因此系统对原有的设备故障报修流程进行重构。重构后的流程如图4所示:
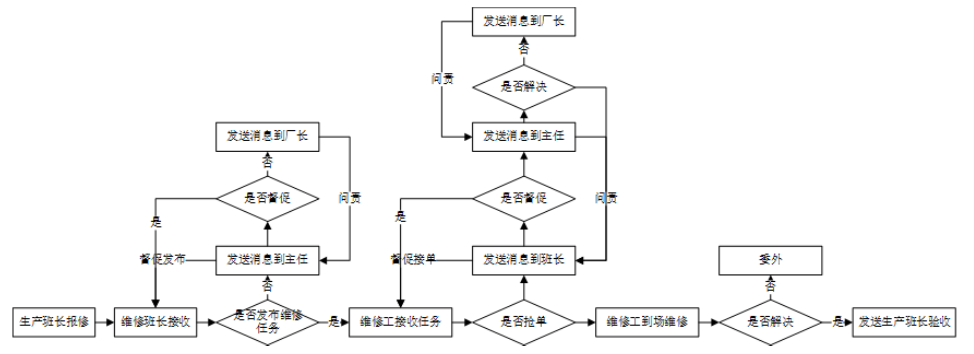
图4 设备故障报修流程图
当设备出现故障时,有对应的生产班长通过系统进行报修,提交报修单后,维修部门的负责人会收到维修任务,维修班长会下达维修任务给维修工,维修工通过抢单的形式对设备故障进行维修;
维修工接单后,到达指定位置对设备维修,维修结束后发送维修完成的消息给生产班长进行验收,验收通过后由生产班长结束流程。在报修流程中有几个关键点是保证维修任务及时完成的关键点:
(3)报警监督机制。系统设置了报警内嵌机制,如果维修任务没有被处理,系统每过指定时间(时间可调)就会自动发送消息给相关责任人的上一级领导,最大可推送至厂长。
通过这种信息化和监督的方式,维修时间可以大大缩短,维修质量也得以保障。
2.4 生产管理
2.4.1 生产计划
生产运营系统中的生产计划根据总需求计划拆解后生产的详细的生产计划。A 企业有28条生产线,生产计划为每一条生产线制定零部件的生产任务,该功能也为生产状况监控提供了计划产量的数据。
2.4.2 生产状况监控
生产监控主要用于监控设备的实际生产状态,通过数据采集模块采集到的生产数据和设备运行参数数据,设备故障报修功能获取的设备状态数据,通过目视化的方式来监控生产线的实际状态。生产状态监控主要包括生产信息显示和指标不达标预警功能:
(2)指标不达标预警功能:对于生产车间来说,在一定的时间内将生产计划完成到什么程度、设备的利用率达到什么状态、合格品率达到多少都是管理人员比较关心的数据。生产运营系统通过设置阈值参数,可以对这些数据进行预警,以及时通知管理人员,采取预防措施。
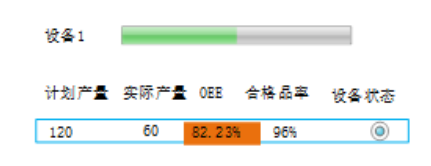
图5 生产信息监控demo
生产运营系统采取的机制是对生产进度、OEE、合格品率在低于指定阈值时,系统会自动发送报警消息给管理人员,预警机制分为两级:一级预警变黄,消息通知到生产班长,由生产班长进行处理;二级预警变红,相对一级预警,二级预警事态比较严重,需要车间主任进行处理。这种报警机制能够辅助管理人员对生产车间的生产状态及时了解,并对异常事件做出及时的处理。
2.5 数据分析
数据分析是当前智能制造领域比较火的内容,它是通过统计学工具对企业的大量数据进行处理,通过比较直观的数据图表将数据显示出来,以显示数据之间的逻辑关系和变化趋势,对管理人员具有辅助决策的作用。
对于本案例来讲,前期的数据采集和设备故障报修功能已经为企业收集了大量的相关数据,只需要选择各个指标和分析维度对数据进行分析即可。生产运营系统中通过数据分析,对以下指标进行考量:
(3)设备OEE。设备OEE是衡量设备综合利用效率的有效指标,六大损失(故障损失、换模具与调整损失、空运转与暂停损失、减速损失、质量缺陷和返工、开工损失)是影响设备OEE值大小的因素,对这些数据的统计可以有效地找出影响设备综合利用效率的因素,从而制定优化设备的方案,提升设备的产能。
3. 应用效果
A企业利用生产运营系统,实现了设备维修的无纸化办公,通过系统的权限分配实现管理的优化和责任的划分。明确了个流程工作人员的职责,使报修流程耗时减少,任务交接明确,相比以前效率调高了10%左右,降低了5%左右的成本。同时,及时的报修与实时的监控,保证了生产的流畅性。设备点检模块保障了设备的及时检修,并对设备各状态下的时间进行分析,降低了设备的故障率,保障了生产。生产进度监视能够将生产线上的产品生产进度实时的反应的监控面板上,能够对生产状况有一个直观的了解,能够对生产做出及时的调整,保证产量。
OEE监测实时监控设备的利用情况,降低了生产设备的空闲时间,充分利用了设备。在物料管理方面,对物料也进行了实时的监控,保证了生产资料的安全库存,同时减少了缺料情况的发生。数据分析功能的设置,使得在各个环节获取的数据得到了充分的利用,通过数据分析,提出了对设备的点检和维护的周期性策略,合理的维护也降低了一定的维护费用,减轻了维修人员的压力;OEE数据分析给管理人员提供了设备使用的依据,提高了管理效率和产量供给;物料管理方面的数据分析,大大降低了缺料的风险,给物流部门的需求提供了明确的指示。
![]()

